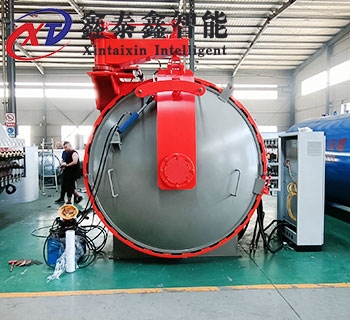
山東鑫泰鑫智能裝備有限公司-致力于碳纖維熱壓罐、復合材料熱壓罐等熱壓固化容器設備
15095220299
0536-6576161
0536-6576161


山東鑫泰鑫智能裝備有限公司
聯系人:李經理
手機:15095220299
電話:0536-6576161
傳真:0536-6067766
郵箱:leediv@163.com
地址:山東省諸城市蘆河大道北段


服務宗旨:
山東鑫泰鑫智能裝備有限公司是專業的熱壓罐廠家,我們免費提供上門調試和技術指導,我公司擁有一支較強的服務團隊和自己的生產廠房, 客戶隨時過來都可以看到我們的熱壓罐設備制造現場,讓用戶采購的放心用的更省心。